-

深圳市宏伟盛科技有限公司
主营:米克朗刀具,米克朗钻头,瑞典3R夹具 - 13662684463

深圳市宏伟盛科技有限公司
主营:米克朗刀具,米克朗钻头,瑞典3R夹具 9
9
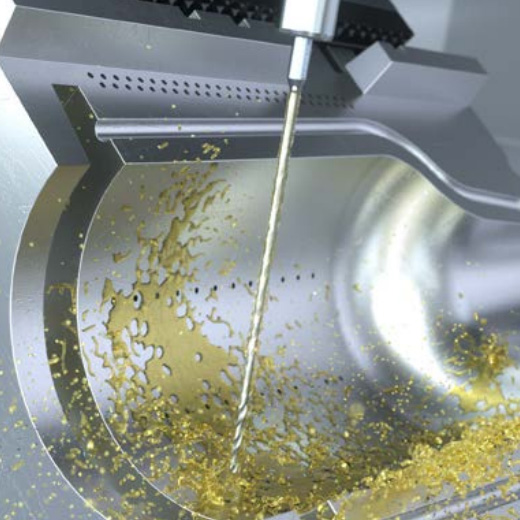
CrazyDrill Cool XL 15倍径钻头、为贯穿式冷却剂整体硬质合金、可钻取直径范围为1.0 mm至6.0 mm 的孔。所有钻头均为带涂层型。 钻深达15倍径时、此钻头拥有高性能、改进了过去耗时且花费较大的钻削方法、贯穿式冷却剂钻孔可持续向钻尖提供充足的冷却剂。在钻取小直径钻孔时、柄内设动力室、可确保冷却剂流速更快。与普通钻头相比、在相同冷却剂压力下、到达切削区域的冷却剂流速是普通钻头冷却剂流速的三倍。此技术可实现高钻削速度,可更高效排屑。高性能eXedur SL涂层、可为钻头提供隔热与耐磨保护、确保实现更长使用寿命。钻头拥有较佳切削几何形状、有利于短屑的形成、而且其大容屑槽设计、有利于减少堆屑风险、保证有效排屑。 钻头可以较高进给切削速度、一步完成钻深为15倍径的钻削操作 (*啄钻)。 我们建议使用Mikron Tool的CrazyDrill Pilot或CrazyDrill Coolpilot钻头、以在平整和均匀表面进行孔加 工、对于倾斜度达60° 的斜面、建议使用CrazyDrill Crosspilot钻头。结合使用CrazyDrill Pilot / Coolpilot / Crosspilot钻头、通过微调公差、CrazyDrill Cool XL钻头可提高钻孔质量特性。 1 | 钻柄 坚固的硬质合金钻柄能够保证高同心度与高可靠性。 2 | 硬质合金等级 采用较新一代硬质合金、可实现高速进给加工。 3 | 涂层 高性能的 eXedur RIP 涂层可抵抗机械磨损和切削热。较其光滑且精密的涂层对加工材料表现出低附着力、而且可防止刃断裂。因此、可控制切屑的形成、而且寿命长。 4 | 贯穿式冷却剂与动力室 贯穿式冷却剂喷孔可持续向钻尖提供充足的冷却剂、进而可持续冷却与润滑钻头、有利于排屑。在钻削过程中、即使钻孔直径较小、动力室也可降低压力损失、提高冷却剂流速。 5 | 切削与容屑槽几何形状 CrazyDrill XL钻头的切削几何形状较适用于形成短屑。此钻头带有大容屑槽设计、因此、可以较大地减少堆屑风险、在实现较大孔深的同时、可高效排屑。此钻头可以在各种材料上、以较高进给切削速度(关于加工方法的更多详情、参见进给切削速度图表)、一次性完成钻削操作 (*啄钻)。所有CrazyDrill XL钻头的钻刃均已打磨锋利、可提供4点导向、实现较佳的钻削稳定性与钻孔平直度。 6 | 钻刃处理 钻刃经过特殊处理、降低了堆屑风险、保证持续稳定钻削并延长使用寿命。